- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

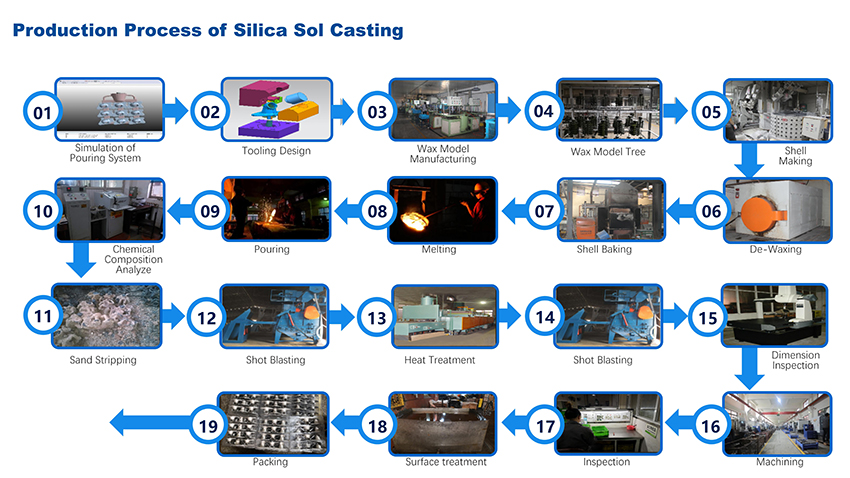
Langkah-langkah operasi pengecoran presisi sol silika
Proses operasi sakasilika sol presisi castingdikenalake kaya ing ngisor iki:
1. Priksa manawa peralatan lan instrumen kontrol suhu ing operasi normal.
2. Pour Cairan lilin lawas mbalekake saka ketel dewaxing menyang tank Filter lan Filter; banjur ngirim menyang ember ngadeg 1 lan supaya ngadeg kanggo 6-8 jam ing suhu ngisor 90 ° C.
3. Sawise ngadeg lan ngirisake banyu endapan, tuangake cairan lilin menyang ember banyu.
4. Copot cairan lilin ing ember, tetep anget ing 110-120 ° C lan aduk kanggo nguap banyu sing isih ana nganti ora ana umpluk ing permukaan cairan lilin.
5. Nyaring cairan lilin sawise ngilangi banyu liwat bolong <60 bolong, banjur lebokake menyang tong minyak statis II <90 ° C, lan tetep anget luwih saka 12 jam.
6. Banyu turahan lan rereget ing ngisor saben ember banyu lan ember ngadeg kudu disiram kanthi rutin.
7. Kirimi Cairan lilin daur ulang sing diproses ing tong minyak statis II menyang tong minyak jampel saka mesin penet lilin tabung materi kanggo digunakake minangka tabung produk utama (runner).
8. Miturut kinerja materi lilin lawas lan kahanan konsumsi lilin, lilin anyar ditambahake menyang tong minyak statis II saka wektu kanggo wektu kanggo castings railway kualitas dhuwur, biasane watara 3% -5%.
Ukuran casting presisi sol silika ora gedhe banget, lan syarat kanggo presisi ora dhuwur banget. Nanging, pigura aluminium timah-bismuth bisa digunakake minangka jamur nalika nggunakake, lan bobot saka jamur iki relatif abot. Alesan dhasar yaiku ngemot bismuth. .
Silika sol tliti casting cetakan Komplek wektu Manufaktur luwih cendhek, ngirit biaya produksi kanggo ombone tartamtu. Kanggo casting tembok tipis sing rumit, supaya bisa ningkatake breathability saka casing produk, ventilasi bisa disetel yen bisa.
Proses pengecoran silika solakal bisa nyetel sistem pouring, kang bisa èfèktif nyegah entrainment saka pouring online kanggo ombone tartamtu, kang luwih kondusif kanggo discharge saka online ing growong jamur. Suhu pouring bisa ditambah kanthi tepat sajrone proses manufaktur kanggo nyilikake ukuran paket tuang. Jarak antarane nozzle lan cangkir pouring.